
Page 3 - Summer 2014 World of Welding
P. 3
hiwt@welding.org HOBART INSTITUTE OF WELDING TECHNOLOGY
FAILED WELD? WHOSE FAULT IS IT?
SKILLED OR UNSKILLED?
By André A. Odermatt, President
Hobart Institute of Welding Technology
importance of these
Who is to blame for a bad “distinct level” variables
weld? An unskilled welder and can either set them
tends to find all kind of himself or make sure that
reasons for having produced they are set properly by the
a bad weld; often it is a bad person responsible for the
electrode or wire, or the welding operation.
welding machine, or the guy
who did the fit-up, or anything The primary adjustable
else except him. An unskilled variables are used to control
welder may not even know the welding process after the
why his/her weld does not preselected variables have
pass the required tests. Arc been established. They
welding is arguably the best control the formation of the
and fastest process to reliably puddle itself by affecting
join metals. However, it has many variables that all have to be such things as penetration,
set properly to achieve a good weld. bead width, bead height,
arc stability, deposition rate
Based on their ability to be used as controls, welding variables and weld soundness. The
can be divided into three distinct groups or classes. These primary welding variables
are; preselected “distinct level” variables, primary adjustable are arc voltage, welding
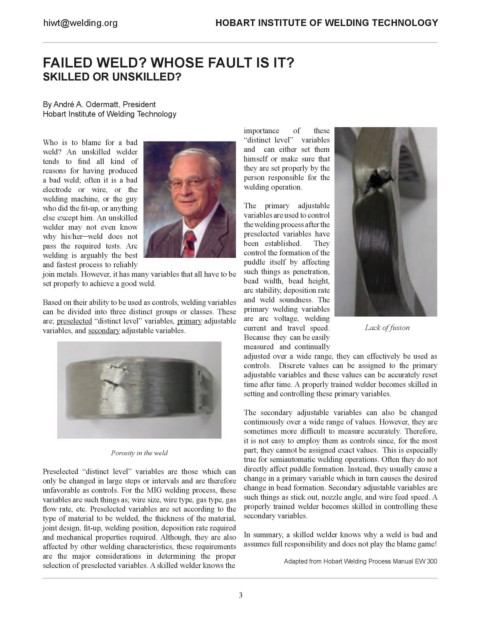
variables, and secondary adjustable variables. current and travel speed. Lack of fusion
Because they can be easily
measured and continually
adjusted over a wide range, they can effectively be used as
controls. Discrete values can be assigned to the primary
adjustable variables and these values can be accurately reset
time after time. A properly trained welder becomes skilled in
setting and controlling these primary variables.
The secondary adjustable variables can also be changed
continuously over a wide range of values. However, they are
sometimes more difficult to measure accurately. Therefore,
it is not easy to employ them as controls since, for the most
Porosity in the weld part; they cannot be assigned exact values. This is especially
true for semiautomatic welding operations. Often they do not
Preselected “distinct level” variables are those which can directly affect puddle formation. Instead, they usually cause a
only be changed in large steps or intervals and are therefore change in a primary variable which in turn causes the desired
unfavorable as controls. For the MIG welding process, these change in bead formation. Secondary adjustable variables are
variables are such things as; wire size, wire type, gas type, gas such things as stick out, nozzle angle, and wire feed speed. A
flow rate, etc. Preselected variables are set according to the properly trained welder becomes skilled in controlling these
type of material to be welded, the thickness of the material, secondary variables.
joint design, fit-up, welding position, deposition rate required
and mechanical properties required. Although, they are also In summary, a skilled welder knows why a weld is bad and
affected by other welding characteristics, these requirements assumes full responsibility and does not play the blame game!
are the major considerations in determining the proper
selection of preselected variables. A skilled welder knows the Adapted from Hobart Welding Process Manual EW 300
3